(Burr-free Laser Cutting.)
การสร้างความมั่นใจในการหลอมเหลวโลหะ แบบขจัดปัญหาเหล่านั้นออกอย่างถูกวิธีในเวลาที่เหมาะสม
บ่อยครั้งที่ เศษเสี้ยนหยาบ (หรือเศษขยะ) เหลืออยู่ ความไม่สมบูรณ์ดังกล่าว อาจดูเหมือนเป็นเรื่องปกติสำหรับหลักสูตรการทำงาน แต่ผู้ปฏิบัติงานหลายครั้งสามารถหลีกเลี่ยงได้ โดยทำการปรับพารามิเตอร์การตัดให้ถูกต้อง ในการเปิดเผยครั้งนี้ พวกเขาผู้ปฏิบัติงานจำเป็นต้องรู้ว่าจะเกิดอะไรขึ้น เมื่อลำแสงตัดเลเซอร์ ช่วยให้ก๊าซและชิ้นงานมีปฏิสัมพันธ์ เพื่อสร้างความคมชัดในการตัดที่สมบูรณ์แบบ
ดังนั้นพารามิเตอร์เหล่านี้คืออะไร? หากต้องการค้นหา FABRICATOR ได้พูดคุยกับ Charles Caristan, PhD, ผู้อำนวยการด้านเทคนิคและผู้อำนวยการการตลาดระดับโลกการประดิษฐ์และเครื่องจักรที่สำนักงานของ Air Liquide ใน Conshohocken, Pa. Caristan เป็นผู้เชี่ยวชาญในการตัดด้วยเลเซอร์มานานผู้แต่งคู่มือการตัดด้วยเลเซอร์เพื่อการผลิตจัดพิมพ์โดย SME
ดังนั้นความลับในการตัดด้วยเลเซอร์ปราศจากเสี้ยนคืออะไร แน่นอนว่าไม่มีความลับ "หนึ่ง" แต่ Caristan อธิบายกลยุทธ์บางอย่างที่หมุนรอบองค์ประกอบหนึ่งของการตัดด้วยเลเซอร์ที่ส่วนใหญ่อยู่ภายใต้การควบคุมของผู้ปฏิบัติงาน: การเปลี่ยนแปลงของการไหลของก๊าซหรือวิธีที่ก๊าซช่วยไหลผ่าน kerf
รู้ที่จะปรับเปลี่ยนค่าพารามิเตอร์
ส่วนใหญ่แล้ว เครื่องที่ทันสมัยจะควบคุมคุณสมบัติของลำแสงเลเซอร์: โดยเฉพาะกำลังของลำแสง (โดยปกติจะอยู่ที่ระดับสูงสุด) และโปรไฟล์ของลำแสง การโฟกัสของลำแสงขึ้นอยู่กับการใช้ออปติกโฟกัสที่กำหนดไว้สำหรับเกรดวัสดุและความหนาเฉพาะ
ช่างเทคนิค (และในระบบที่ทันสมัย, เครื่องจักรด้วยตนเอง) อาจตรวจสอบพารามิเตอร์มากมายจากการจัดเรียงลำแสงผ่านระบบส่งลำแสง (ในเลเซอร์ CO2) ไปที่กึ่งกลางของหัวฉีดไปยังการปรับตำแหน่งโฟกัสเพื่อให้แน่ใจว่าตำแหน่งโฟกัส ตำแหน่งโฟกัสที่แท้จริงบนชิ้นงานสำหรับทุกเส้นผ่านศูนย์กลางของเลนส์ที่ใช้
สำหรับการใช้งานบางอย่างการมีจุดโฟกัสที่สูงเกินไปในการตัดอาจทำให้เกิดขยะขี้แหลมได้ การโฟกัสที่ต่ำเกินไปในการตัดจะทำให้ความเร็วในการตัดลดลงและสามารถปล่อยให้เม็ดบีดซึ่งเป็นสัญญาณบอกเล่าของ
ตำแหน่งโฟกัสมักถูกบันทึกเป็นส่วนหนึ่งของตารางโปรแกรมตัด พารามิเตอร์ที่เหลือรวมถึงแรงดันแก๊สหัวฉีดดับหน้าที่ความถี่เลเซอร์พลังงานและความเร็วในการตัดสำหรับรูปทรงการตัดที่หลากหลาย
การปรับพารามิเตอร์จำนวนมากเป็นแบบอัตโนมัติในระบบที่ทันสมัยรวมถึงการเปลี่ยนหัวฉีดให้มีขนาดเล็กลงหรือใหญ่ขึ้น "นั่นหมายความว่าผู้ปฏิบัติงานที่ยืนอยู่ข้างเครื่องมักจะปรับความดันก๊าซตำแหน่งโฟกัสและความเร็วในการตัด" Caristan กล่าว
" บางครั้งพวกเขาทำสิ่งที่พวกเขาต้องทำเพื่อให้ได้งานออกมาและพวกเขาไม่จำเป็นต้องปรับพารามิเตอร์ในทิศทางที่ถูกต้องด้วยค่าใช้จ่ายคุณภาพขอบหรือการคัดแยกขยะด้วยมือ"
สมมติว่าผู้ปฏิบัติงานสังเกตเห็นเสี้ยนที่ด้านล่างของคมตัดบนชิ้นส่วนเหล็กกล้าไร้สนิม ปฏิกิริยาแรก (และตรรกะ) ของผู้ปฏิบัติงานคือการชะลอความเร็วในการตัด
"นี่เป็นเพียงเหตุผล เพราะในหัวของเขาหรือตัวเรา หัวตัดเดินทางเร็วเกินไป ทำให้เกิดปัญหากับการทำซ้ำและประสิทธิภาพการตัด"
ในการตัดด้วยเลเซอร์นั้น ลำแสงเลเซอร์ช่วยก๊าซและวัสดุทำปฏิกิริยาอย่างไรจะเป็นตัวกำหนดคุณภาพของการตัด ที่นี่รูปแบบขยะเป็นวัสดุที่หลอมเหลวแข็งตัวก่อนที่จะอพยพออกจาก kerf
หลังจากชะลอตัวลงและเปลี่ยนแรงดันของก๊าซช่วยเพื่อรองรับผู้ปฏิบัติงานจะพบเสี้ยนที่มีขนาดใหญ่ขึ้น สิ่งที่ช่วยให้? Caristan กล่าวว่า คำตอบอยู่ที่ การรู้ว่าก๊าซลำแสงและวัสดุมีปฏิกิริยาอย่างไรเพื่อสร้างเสี้ยนในตอนแรก
เสี้ยนหยาบนั้นเกิดจากอะไร?
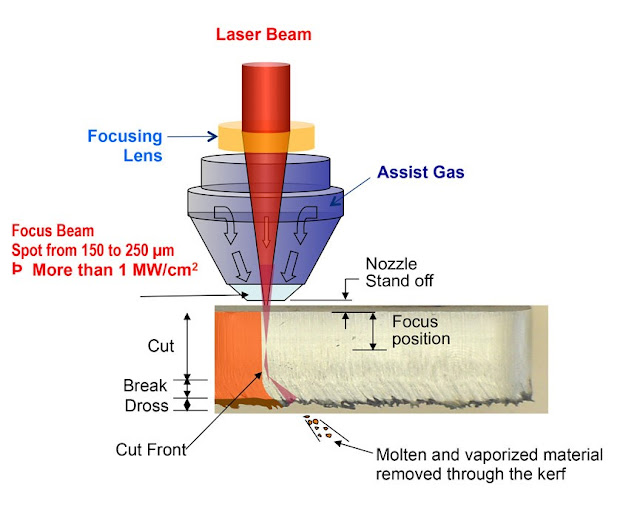
เริ่มต้นด้วยการอธิบายจากพื้นฐาน: พลังงานที่รุนแรงของลำแสงเลเซอร์นำโลหะเกินอุณหภูมิหลอมละลายและการกระทำแบบไดนามิกของก๊าซช่วยจะอพยพโลหะหลอมเหลวจาก kerf
เมื่อใช้ไนโตรเจนก๊าซเฉื่อยกระบวนการตัดอาศัยพลังงานของลำแสงเพียงอย่างเดียวในการหลอมโลหะ เมื่อเหล็กกล้าคาร์บอนถูกตัดด้วยก๊าซช่วยออกซิเจนออกซิเจนจะทำปฏิกิริยากับโลหะร้อนเพื่อสร้างปฏิกิริยาคายความร้อนซึ่งเพิ่มความร้อน
" ด้วยเหตุผลดังกล่าว" ที่ว่า " คุณไม่ต้องการแรงดันก๊าซมากพอที่จะนำวัสดุออกจริง นั่นเป็นสาเหตุที่ทำให้การตัดออกซิเจนคุณมีแรงดันต่ำลงและไหลช้าลงอย่างมากของก๊าซช่วย"
ไม่ว่าในกรณีใดก็ตาม เลนซ์นั้นถูกสร้างขึ้นจากโลหะหลอมเหลว (และในกรณีของการตัดออกซิเจนตะกรัน) จะแข็งตัวเร็วกว่าที่จะทำการอพยพออกมา วัสดุแข็งตัวนั้นกลายเป็นหินย้อยที่ด้านล่างของ kerf ซึ่งถือเป็นเสี้ยน
อะไรทำให้โลหะแข็งตัวเร็วกว่าที่จะทำการอพยพได้ ตามที่ Caristan อธิบายให้ค้นหาสาเหตุ (หรือสาเหตุ) และคุณกำลังเดินทางไปยังขอบเลเซอร์ที่สะอาดกว่า
เกี่ยวกับพลังงานของแก๊ส!
ผู้ประกอบการควรทำการเปลี่ยนแปลง ด้วยคุณภาพประสิทธิภาพและค่าใช้จ่ายในใจโดยเฉพาะอย่างยิ่งเมื่อต้องใช้ก๊าซไนโตรเจน
" ไนโตรเจนช่วยก๊าซสามารถทำเงินได้ถึง 35 ถึง 50 เปอร์เซ็นต์ของต้นทุนผันแปรในการตัดด้วยเลเซอร์" ดังนั้นจึงเป็นสิ่งสำคัญในการควบคุมการบริโภค ดังนั้นหนึ่งในข้อควรพิจารณาแรกเมื่อคุณตั้งค่าพารามิเตอร์การตัดคือการลดขนาดหัวฉีด นั่นคือคุณเลือกเส้นผ่าศูนย์กลางหัวฉีดที่เล็กที่สุดที่คุณสามารถใช้เพื่อให้ได้คุณภาพและประสิทธิภาพที่ต้องการ"
ขอกล่าวเสริมว่าเมื่อพูดถึงอัตราการไหลของก๊าซที่ใช้ช่วยเส้นผ่านศูนย์กลางของหัวฉีดมีความแตกต่างกันมาก หากผู้ปฏิบัติงานเพิ่มเส้นผ่านศูนย์กลางของหัวฉีดด้วยปัจจัย 2 อัตราการไหลของก๊าซจะเพิ่มขึ้น 4 เท่า
" เมื่อคุณกำหนดเส้นผ่านศูนย์กลางของหัวฉีดที่เล็กที่สุดคุณจะกำหนดความดันต่ำสุดที่เป็นไปได้เพื่อให้ได้งานตัดที่มีคุณภาพดีซึ่งมีการแยกโลหะหลอมเหลวที่ดีและไม่มีเสี้ยนหยาบ "
"และคุณไม่ต้องการที่จะรับแรงกดดันสูงเกินไปหรือคุณจะเพิ่มอัตราการไหลตามสัดส่วน"
ทางเราขอย้ำว่าโดยทั่วไปแล้วความดันในการตัดไนโตรเจนจะสูงกว่า 150 ปอนด์ต่อตารางนิ้วและสูงถึง 375 ปอนด์ต่อตารางนิ้วสำหรับชิ้นงานที่หนา - สูงกว่าการตัดด้วยออกซิเจนที่ความดันต่ำ (28 PSI หรือต่ำกว่าขึ้นอยู่กับการดำเนินงานและความหนาของวัสดุ) แรงดันควรสูงพอ แต่เพื่อประหยัดค่าใช้จ่ายไม่สูงเกินความจำเป็น
ด้วยการกำหนดเส้นผ่านศูนย์กลางหัวฉีด "ดี" ที่เล็กที่สุด ผู้ปฏิบัติงานจึงปฏิบัติตามกฎของหัวแม่มือและกำหนดระยะห่างจากชิ้นงานเท่ากับเส้นผ่าศูนย์กลางหัวฉีดหนึ่งอัน เหตุผลที่ทำให้สิ่งนี้ไม่ง่าย
เป็นความจริงที่การตั้งค่าความขัดแย้งสูงเกินไปทำให้ก๊าซช่วยเหลือมีปัญหาในการอพยพโลหะเหลวที่สะอาดและมีประสิทธิภาพออกจาก kerf หากผู้ดำเนินการไม่ทราบว่าเขาควรลดระยะห่างในการขัดแย้งเขาจะเพิ่มแรงดันแก๊สเพื่อชดเชยการเพิ่มการใช้ก๊าซและค่าใช้จ่ายผันแปรเหล่านั้น
แต่อีกเหตุผลหนึ่ง ที่รักษาหัวฉีดที่เฉพาะเจาะจงนั้นสำคัญอย่างยิ่งที่จะต้องทำทุกสิ่งเพื่อทำลายกำแพงเสียงอย่างน้อยก็ด้วยการตัดไนโตรเจน การไหลของก๊าซจะกลายเป็นความเร็วเหนือเสียงและในการทำเช่นนั้นก่อให้เกิดคลื่นกระแทก เมื่อหัวฉีดไม่ได้อยู่ในระดับความสูงที่ถูกต้อง " คลื่นกระแทกเหล่านั้นมีปฏิสัมพันธ์กับพื้นผิวชิ้นงานและ kerf ในทางลบ" Caristan กล่าวและเสริมว่าสิ่งเดียวกันนี้ใช้กับการกระเด็นที่ติดอยู่บนขอบหรือผนังภายในของหัวฉีด โปรยที่ยื่นออกมาขัดจังหวะพลศาสตร์การไหลของก๊าซและการโก่งตัวของคลื่นช็อกเหนือเสียงบน kerf คลื่นกระแทกทำให้การอพยพของโลหะเหลวที่ไม่แน่นอนและโลหะบางส่วนเย็นตัวลงก่อนที่จะออกจากพื้นที่การตัดแข็งตัวในขณะที่ยังคงแขวนอยู่ที่ขอบคมตัดด้านล่าง คุณจะได้รับเสี้ยน
นั่นเป็นสาเหตุที่การตัดด้วยหัวฉีดที่สะอาดนั้นสำคัญมาก นอกจากนี้ยังเป็นหนึ่งในเหตุผลที่เครื่องเลเซอร์ที่ทันสมัยมีเซ็นเซอร์ตรวจจับสิ่งกีดขวางหัวฉีดและทำความสะอาดหัวฉีดโดยอัตโนมัติเพื่อกำจัดพวกเขา
ภายในหัวฉีดส่วนใหญ่มีรูปทรงกระบอกและมีความหนามากสำหรับแผ่นงานที่หลากหลาย หัวฉีดบางชนิดซึ่งเหมาะสำหรับวัสดุที่แคบ (โดยทั่วไปจะหนากว่า) มีรูปร่างที่บรรจบกันและแตกต่างกันซึ่งได้รับการออกแบบมาเพื่อให้การไหลของก๊าซที่ห่อหุ้มลำแสงนั้นมีลักษณะคล้ายกันและแตกต่างกัน
รูปทรงนาฬิกาทรายของลำแสงขณะที่มันเข้าและออกจากจุดโฟกัสพร้อมกับตำแหน่งและธรรมชาติของปฏิกิริยาคายความร้อนเมื่อตัดออกซิเจนทำให้เกิดลักษณะคมตัดที่เห็นบนแผ่นหนา " ยิ่งวัสดุมีความหนามากเท่าใดความแตกต่างของคุณก็จะยิ่งเพิ่มมากขึ้นในรูปทรงของแก๊สไดนามิกและลำแสงเลเซอร์ระหว่างพื้นผิวด้านบนและด้านล่างของการตัด" ขอบราบเรียบเรียบและลึกยิ่งขึ้นในการตัดและในที่สุดก็กลายเป็นเส้นหยาบที่ด้านล่าง
แก๊สช่วยยังทำปฏิกิริยากับอากาศรอบข้าง โมเลกุลก๊าซร้อนเคลื่อนที่เร็วกว่าโมเลกุลที่เย็นกว่าและโมเลกุลเหล่านั้นจะถล่มโมเลกุลที่เคลื่อนไหวอย่างรวดเร็วของก๊าซช่วย อากาศชื้นก็มีพฤติกรรมแตกต่างจากอากาศแห้ง ทั้งหมดนี้มีผลต่อการเปลี่ยนแปลงการไหลของก๊าซ เส้นผ่านศูนย์กลางของหัวฉีดและความดันก๊าซอาจถูกตั้งค่าไว้ในเช้าวันหนึ่งในเดือนมกราคมและอีกวิธีหนึ่งที่แตกต่างกันอย่างมากในช่วงบ่ายของเดือนกรกฎาคมทั้งหมดนี้เกิดจากการเปลี่ยนแปลงของอุณหภูมิอากาศรอบข้าง
ดังนั้นเมื่อพิจารณาการตั้งค่าที่เหมาะสมที่สุดสำหรับการทำงานที่ประหยัดต้นทุน – อีกครั้งเส้นผ่านศูนย์กลางของหัวฉีดที่เล็กที่สุดและแรงดันต่ำสุดสำหรับการตัดที่ดี ผู้ปฏิบัติงานจะต้องตระหนักถึงผลกระทบของอุณหภูมิอากาศรอบข้างตั้งแต่เริ่มต้น
ช้าลงไม่ได้หมายความว่าดีกว่า!
ตรรกะ "เล็กลงและต่ำลง" สำหรับเส้นผ่าศูนย์กลางหัวฉีดและความดันก๊าซไม่ได้ใช้กับความเร็วในการตัด ทางเราจึงขออธิบายสถานการณ์ทั่วไปอีกครั้งเมื่อสแตนเลสตัดไนโตรเจน: นั่นคือผู้ปฏิบัติงานจะลดความเร็วในการตัดเพื่อหลีกเลี่ยงการเกิดเสี้ยน
"เมื่อคุณไปช้าเกินไปคุณจะต้องฉีดความร้อนมากกว่าที่ต้องการในเคอร์ฟ คุณจะเพิ่มอุณหภูมิให้อยู่ในระดับสูงสุดซึ่งทำให้เกิดการระเหยกลายเป็นไอซึ่งรบกวนการไหลของก๊าซ" การรบกวนดังกล่าวทำให้เกิดครีบมากกว่าไม่น้อยซึ่งเป็นสาเหตุที่ผู้ปฏิบัติงานสามารถทำให้คุณภาพการตัดแย่ลงได้โดยลดอัตราการป้อนลง
โอเปอเรเตอร์ ตีความผิดอย่างชัดเจนว่าเกิดอะไรขึ้นใน kerf ลำแสงเลเซอร์อาศัยอยู่ในแต่ละจุดไปตามขอบตัดที่ยาวเกินไปเล็กน้อยดังนั้นจึงเกิดความร้อนส่วนเกินและการระเหยเล็กน้อย สิ่งนี้รบกวนพลวัตของการไหลของก๊าซซึ่งในทางกลับกันก็ไม่ได้โยกย้ายปริมาณโลหะหลอมเหลวที่ถูกต้องในเวลาที่เหมาะสม มันทิ้งโลหะไว้ด้านหลังซึ่งทำให้แข็งเป็นเลนซ์ที่ด้านล่างของการตัด
เมื่อรู้สิ่งนี้ผู้ปฏิบัติงานสามารถป้องกันการเกิดเสี้ยนหยาบ โดยการเพิ่มความเร็วในการตัดเล็กน้อย การเพิ่มความเร็วนั้นจะลดอินพุตความร้อนและการระเหยและเรียกคืนการเปลี่ยนแปลงการไหลของก๊าซให้อยู่ในสถานะที่เหมาะสม
ข้อควรพิจารณาเกี่ยวกับการตัดด้วยออกซิเจน
เมื่อผู้ปฏิบัติงานเปลี่ยนไปใช้การตัดออกซิเจนสำหรับเหล็กกล้าคาร์บอน เขาต้องพิจารณาปฏิกิริยาคายความร้อนด้วย ดังที่ ทางเราได้อธิบายไว้ที่นี่ เป็นที่ซึ่งระดับความบริสุทธิ์ของออกซิเจนมีบทบาทสำคัญ
เหล็กกล้าคาร์บอนตัดออกซิเจนได้ประโยชน์จากระดับความบริสุทธิ์ของก๊าซออกซิเจนที่สูงขึ้น "ได้รับการพิสูจน์มาแล้วหลายครั้งว่าทั้งคาร์บอนไดออกไซด์และเลเซอร์ช่วยเพิ่มความบริสุทธิ์ของออกซิเจนในโลกให้เป็น 99.95 เปอร์เซ็นต์หรือสูงกว่า - ถึง 99.98 หรือ 99.99 เปอร์เซ็นต์ - เราสามารถเพิ่มความเร็วในการตัดได้อย่างมากบางครั้งระหว่าง 30 ถึง 40 เปอร์เซ็นต์"
หากออกซิเจนหรือกระบอกสูบมีระดับความบริสุทธิ์ลดลงความบริสุทธิ์นั้นมักจะเป็นอาร์กอน ทั้งนี้เนื่องจากเมื่อมีการผลิตก๊าซออกซิเจนไครเจน ในหน่วยแยกอากาศทั้งออกซิเจนและอาร์กอนเหลวที่อุณหภูมิใกล้เคียงกันมาก
ความบริสุทธิ์ของอาร์กอนจะไม่เปลี่ยนแปลงพลศาสตร์ของแก๊สหรือการที่ก๊าซช่วยไหลผ่านการตัด " อาร์กอนนั้นหนักกว่าโมเลกุลออกซิเจนและมีคุณสมบัติการนำความร้อนที่แตกต่างกันมาก" Caristan กล่าว "ดังนั้นเมื่อคุณเพิ่มอาร์กอนลงในส่วนผสมคุณเปลี่ยนปฏิกิริยาทางเคมีระหว่างก๊าซออกซิเจนและโลหะหลอมเหลวส่วนใหญ่"
สิ่งนี้จะเปลี่ยนปฏิกิริยาคายความร้อนซึ่งสามารถส่งผลต่อประสิทธิภาพการตัดได้ ปฏิกิริยาคายความร้อนทำงานร่วมกับอัตราการไหลของก๊าซ (อีกครั้งต่ำกว่าการตัดไนโตรเจน) เพื่อเผาไหม้และอพยพวัสดุหลอมเหลวและตะกรัน หากวัสดุที่หลอมเหลวและตะกรันที่ออกซิไดซ์ไม่ถูกกำจัดออกไปอย่างมีประสิทธิภาพก็จะยังคงเป็นเสี้ยนบนขอบคมตัด
ผู้ติดตั้งระบบตัดด้วยเลเซอร์ส่วนใหญ่รู้ว่าควรหลีกเลี่ยงศอกในท่อก๊าซ (ซึ่งสามารถชักนำให้เกิดแรงดันลดลง) หรือการปรับขนาดเส้นผ่าศูนย์กลางท่อเพื่อชดเชยแรงดันที่ลดลงหากไม่สามารถหลีกเลี่ยงข้อศอกได้
"อีกหนึ่งสิ่งเพิ่มเติม: เมื่อคุณมีเวลาหยุดทำงานและก๊าซไม่ได้ไหลไปยังเลเซอร์อากาศจะแทรกซึมและอุดท่อ" Caristan กล่าวซึ่งอาจทำให้เกิดปัญหาเมื่อเลเซอร์ถูกรีสตาร์ทสำหรับการเปลี่ยนหรือการทำงานครั้งต่อไป "ถ้าคุณกำจัดบรรยากาศในท่อคุณจะยังคงมีปัญหาในการตัดเพราะก๊าซ [ตัวช่วย] ของคุณนั้นปนเปื้อน"
ว่าด้วยเรื่องวิทยาศาสตร์อันลึกซึ้ง
มันอาจดูเหมือนการเล่นปาหี่ เพื่อหลีกเลี่ยงการเกิดเสี้ยนหยาบและได้รับการตัดขอบที่สะอาด แต่จริง ๆ แล้วมันลดลงไปถึงเรื่องของพารามิเตอร์ลำแสงเลเซอร์และการเปลี่ยนแปลงของแก๊ส คานบางชนิดอาจเรียกการเปลี่ยนแปลงของแก๊สที่ต่างกัน ตัวอย่างเช่นเลเซอร์และไฟเบอร์ดิสก์ อธิบายต่อมา สามารถโฟกัสได้สูงและให้จุดเล็ก ๆ ที่สร้าง kerf แคบ kerfs ที่แคบลงต้องการอัตราการไหลของก๊าซที่สูงขึ้นและทำให้ความดันในการอพยพวัสดุที่หลอมเหลวเหมาะสม
(แม้ว่าการทำซ้ำที่ทันสมัยของเทคโนโลยีจะมีความยาวโฟกัสและคุณลักษณะของลำแสงที่เหมาะสมสำหรับวัสดุที่หนาขึ้น) แม้ว่าความยาวคลื่นของลำแสงและโปรไฟล์อาจแตกต่างกัน แต่เลเซอร์ไฟเบอร์และก๊าซช่วยยังคงทำงานร่วมกันได้
การได้รับการตัดโดยปราศจากความเสี้ยนนั้นเป็นเรื่องของการรับรองว่าค่าพารามิเตอร์ของลำแสงและการเปลี่ยนแปลงของแก๊สจะทำงานร่วมกันเพื่อให้แน่ใจว่าโลหะหลอมเหลวในปริมาณที่เหมาะสมจะอพยพเคอร์ฟในเวลาที่เหมาะสมและถูกวิธี
หากผู้ประกอบการและช่างเทคนิค พยายามแก้ไขปัญหาคุณภาพการตัดโดยไม่พิจารณาปัจจัยพื้นฐานของ กระบวนการพวกเขาอาจถ่ายภาพในที่มืด
ติดต่อสอบถามข้อมูลเพิ่มเติมได้ที่ ศูนย์วิจัยและพัฒนางานแปรรูปโลหะแผ่น
โดย วงศ์ธนาวุฒิ โทร. +66.2.899.6374 หรือ +66.86.308.0698
85 ถ.กาญจนาภิเษก แขวงบางบอน เขตบางบอน กรุงเทพฯ 10150
Sheet Metal Smart Factory By WONGTANAWOOT
Email :
WebSite : www.pcb-bangkok.com
FaceBook : PCB Sheet Metal Solution Center by Wongtanawoot
YouTube : ดู VDO อื่นๆ ของ HSG by Wongtanawoot
Blog : อ่านบทความเพิ่มเติมของ HSG by Wongtanawoot
Line ID : @pcb-bangkok (มี @ ด้วยนะคะ)
